
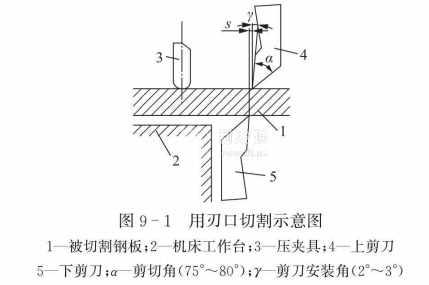
放樣和劃線之后就是下料。采用機械剪切下料是工業生產中最廣泛采用的方法。常用的機械剪切下料多采用圓盤剪和龍門剪板機,而以龍門剪板機的應用最為廣泛,但通常只能做直線剪切,剪切長度也受到機床跨距的限制,一般最大剪切長度為2 000^-2 500 mm,厚度為32 mm。如圖9一1所示.把需要剪切的鋼板放在兩把剪刀之間,當上剪刀切人鋼板1/4-1/3厚度時,鋼板上所受剪力超過其抗剪強度而被剪斷。
因此,鋼板剪口斷面上約有1/4板厚是光亮的剪切口,其余是粗糙的剪斷層。如圖9一1所示,上、下刀刃之間,山于間隙S的存在,剪切過程不屬純剪切,而是伴隨著彎曲作用,這時剪切面上月區(見圖9一2)鋼板受到一個向下的彎曲力。如在斜口剪板機上剪切鋼板時,被剪下部分還受到上剪刀將它撥開(沿AE線)的彎曲力。因此剪下來的鋼板在彎曲的作用下扭曲變形。當所剪鋼板是厚而窄的條板時,扭曲變形特別顯著,所以剪切后應矯平。
就壓力容器而言,零件采用沖壓落料的大多為塔內件,如泡帽、浮閥、山形螺栓板、異形墊片等,而承壓殼體零件只有鋼瓶類容器,其上、下兩半殼體采用沖壓落料。其工作原理屬沖切下料。即在350t沖床上安裝由上、下沖減模組成的沖裁模具,板料(一般為卷料)進人模具后經定位、預壓、沖裁下料、卸料四個工步一次完成。經落料的毛坯即為半球體的圓形坯料。沖壓落料大多用在批童(多達數十萬件)生產中,小批量零件很少采用,因為沖切模具較昂貴。







