
氣缸的修復如下。
1.氣缸鏡面磨損與嚴重損傷的修復
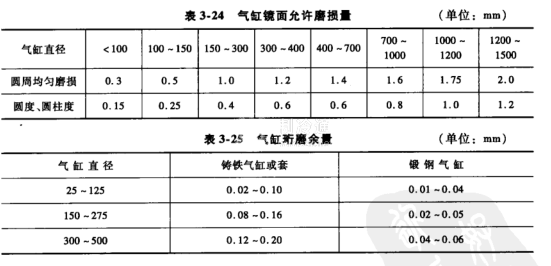
(1)氣缸鏡面磨損的修復氣缸(包括缸套)在使用一段時期后就要產生磨損,最大磨損部位在氣閥孔附近,相當于活塞壓止點時最外的第一道活塞環的位置。磨損后,此處活塞速度降為零,并由于環對缸壁的壓力大,可能使它咬在缸壁上。若磨損量超過表3-24中的數值,同時鏡面上有明顯的機械損傷或軸向溝槽時,可采用鏜、磨或珩磨方法進行修理。氣缸鏡面經鏜孔后,留珩磨余量如表3-25所示。
(2)鑲套或配制活塞
①若鏜缸直徑需大于原尺寸2mm以上才能清除氣缸鏡面的缺陷時,則應按新缸直徑尺寸配制活塞環和活塞。
②鏜缸時,若氣缸鏡面發現疏松或其他缺陷,缸徑需擴大10~25mm時,則應用氣缸套,缸套厚度應根據氣缸工作直徑和長度來確定。一般對中等直徑氣缸的缸套厚度取8~10mm;對大直徑氣缸的缸套厚度取16~25mm。缸套與缸體的配合常采用過盈配合。對長度較長的缸套,為了便于缸套壓入缸體,往往將缸套外圓直徑制成不同直徑的兩段式或三段式(對特別長的缸套適用),其過盈部分的過盈量等于(0.0001-0.0002)D:其間隙部位的間隙值等于(0.00005~0.0001)D。此處D為缸套外圓直徑。
缸套時要注意:
①缸套內徑要留有珩磨余量,其余量見表3-25.缸套壓人缸體后,進行筐磨或珩磨。
②鏜磨或珩磨缸套時,必須按缸體原來的定位基準找正。
2.氣閥孔與氣閥支承座密封面損傷的修復氣閥支承座密封面有輕徽損傷、劃痕時,可在氣閥上涂以研磨膏進行對研,直到接觸面平整貼合為止。若密封面損傷嚴重時,應進行鏜削與研磨修復。
3.氣缸和缸套的修理技術要求

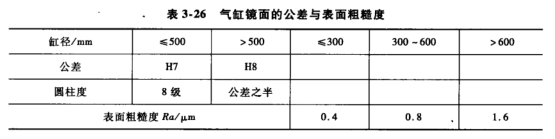
①氣缸鏡面(缸套鏡面)的公差與表面粗髓度如表3-26所示。
②氣缸端面內止口直徑公差為H7級,外止口直徑公差為9.6級。
③氣缸定位止口的軸心線對氣缸鏡面的軸心線的同軸度,應不低于8級精度;氣缸定位安裝平面對氣缸鏡面軸心線的垂直度,應不低于6級精度。
④缸套外圓柱面及定位支承面的表面粗糙度值應不大于Ral.6μm。
⑤缸套外圓柱軸線對鏡面軸心線的同軸度應不低于8級精度。
⑥缸套定位凸緣端面對缸套工作鏡面軸心線的垂直度應不低于5級精度。







