
卷制成型是單層卷焊式壓力容器筒節制造的主要工藝手段.卷制成型是將鋼板放在卷板機上進行滾卷成筒節,其優點為:成型連續、操作簡便、快速、均勻。
筒節的彎卷過程是鋼板的彎曲塑性變形過程。在卷板過程中,鋼板產生的塑性變形沿鋼板厚度方向變化。其外圓周伸長,內圓周縮短,中間層保持不變。
眾所周知,變形率的大小直接影響到材料所產生的冷加工硬化現象。鋼板越厚或卷成的筒節直徑越小,則鋼板的變形率越大,其冷加工硬化現象也越嚴重,在鋼板內產生的內應力也就越大。這樣,就會嚴重影響筒節的制造質量,甚至會產生裂紋。導致筒節報廢。
為了保證筒節的制造質量,根據長期生產實踐中積累的經驗,一般冷態彎卷時,最終的外圓周伸長率應限制在下列范圍內:對于碳素鋼、Q345R,外圓周伸長率≤3%;對于高強度低合金鋼,外圓周伸長率≤2. 5%。
板料經多次小變形量的冷彎卷后,其各次伸長量的總和也不得超過上述允許值,否則應進行消除冷卷變形影響的熱處理,或采用熱卷成型工藝。
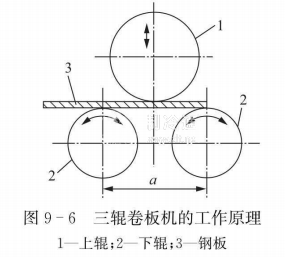
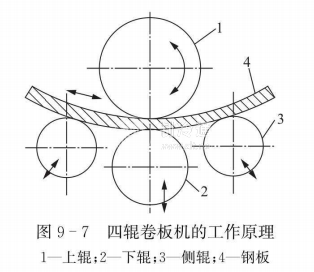
筒節卷制工作通常是在卷板機上進行的。常用的卷板機可分為三輥卷板機和四輥卷板機兩類,見圖9一6、圖9一7。由于四輥卷板機設備龐雜,投資費用較高,近年來,逐漸有被新型的三輥卷板機代替的趨勢。
鋼板厚度或卷制變形量在設備允許的范圍內,采用冷卷最為適宜。而對于超過設備冷卷能力的厚鋼板,在卷制時必須加熱至其鍛造溫度,使鋼板具有良好塑性以便于卷制,即采用熱卷成型。







