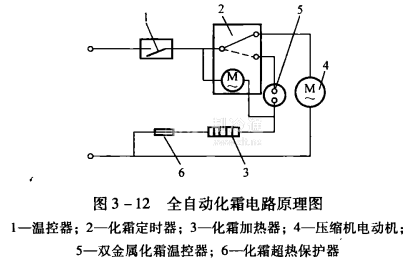
全自動(dòng)化霜電路的控制過(guò)程是:如圖3一12所示的電路中觸點(diǎn)位置正好是前一次化霜過(guò)程剛結(jié)束,化霜定時(shí)器一接通壓縮機(jī)電動(dòng)機(jī)的電路,壓縮機(jī)就開(kāi)始新一輪8h化霜間隔內(nèi)的制冷運(yùn)行。從圖3一12中可以看到化霜定時(shí)器中的電動(dòng)機(jī)與壓縮機(jī)電動(dòng)機(jī)同步工作,并與加熱器和化霜超熱保護(hù)器串聯(lián)在電路中。為了使壓縮機(jī)電動(dòng)機(jī)工作時(shí),電加熱器不能工作,在電路設(shè)計(jì)時(shí),將與化霜加熱器申聯(lián)的化霜定時(shí)器的電動(dòng)機(jī)選擇為高內(nèi)阻電動(dòng)機(jī),其繞組的阻值約為化霜加熱器的21倍(化霜定時(shí)器電動(dòng)機(jī)內(nèi)阻為7055Ω,蒸發(fā)器電熱絲為320Ω),因此,加在蒸發(fā)器化霜加熱器上的電壓僅為10v,功耗約為0. 3W,產(chǎn)生的熱量甚微。當(dāng)化霜定時(shí)器與壓縮機(jī)同步運(yùn)轉(zhuǎn)到調(diào)定的化霜間隔8h時(shí),化霜定時(shí)器的活動(dòng)觸點(diǎn)就會(huì)將通往壓縮機(jī)的電路斷開(kāi),并隨即將通往雙金屬化霜溫控器和蒸發(fā)器化霜加熱器的電路接通。由于雙金屬溫控器的內(nèi)阻很小(可忽略不計(jì)),所以全部輸入電壓便都加在蒸發(fā)器的化霜加熱器上。對(duì)蒸發(fā)器加熱進(jìn)行化霜。此時(shí)化霜定時(shí)器和雙金屬化霜溫控器處于并聯(lián)狀態(tài),由于化霜定時(shí)器的運(yùn)轉(zhuǎn)電機(jī)的內(nèi)阻很大,因而處于被“短路”狀態(tài)而停止工作。
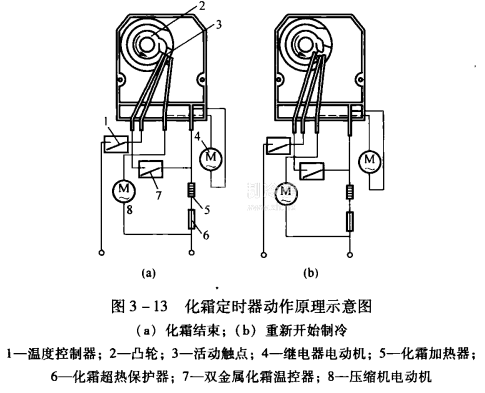
當(dāng)蒸發(fā)器表面的結(jié)霜全部融化完后,隨著蒸發(fā)器表面溫度的升高,致使雙金屬化霜溫控器達(dá)到動(dòng)作(跳開(kāi))溫度[一般為(13±3)℃]時(shí),雙金屬化霜溫控器切斷蒸發(fā)器化霜加熱器電,同時(shí)定時(shí)器開(kāi)始計(jì)時(shí),雙金屬化霜定時(shí)器內(nèi)的電動(dòng)機(jī)開(kāi)始工如觸,但此時(shí)由于定時(shí)器的活動(dòng)觸點(diǎn)還未跳回壓縮機(jī)電路,路作圖3一13(a)所示,只要凸輪向逆時(shí)針?lè)较蛐D(zhuǎn)很小角度,點(diǎn)就會(huì)形成如圖3一13(b)所示,接通壓縮機(jī)電路。凸輪旋轉(zhuǎn)該角度的時(shí)間約2min,即化霜加熱器停止加熱2min后,將壓縮機(jī)的電路接通,壓縮機(jī)開(kāi)始了下一化霜周期的運(yùn)轉(zhuǎn),當(dāng)蒸發(fā)器溫度降到一定程度時(shí),裝置在蒸發(fā)器上的雙金屬化霜溫控器便達(dá)到復(fù)位溫度(一般調(diào)定為-5℃ ),雙金屬化霜溫控器閉合,將化霜加熱器電路接通,為下一次化霜作準(zhǔn)備,從而實(shí)現(xiàn)了對(duì)電冰箱的全自動(dòng)化霜控制。